企业名称:无锡斯尔恒精密机械有限公司
电话:0510-85591839
手机:18607573769
13358109233
邮箱:marshalllu@sina.com
传真:0510-85597289
网址:www.sierheng.com
地址:江苏省无锡市胡埭工业园区杜鹃西路23号

企业名称:无锡斯尔恒精密机械有限公司
电话:0510-85591839
手机:18607573769
13358109233
邮箱:marshalllu@sina.com
传真:0510-85597289
网址:www.sierheng.com
地址:江苏省无锡市胡埭工业园区杜鹃西路23号
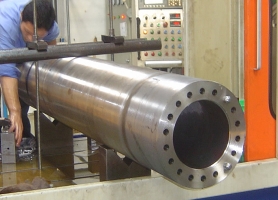
枪钻系统属于外排屑方式,其结构如图所示,主要由中心架、导向排屑器、钻杆联结器和冷却润滑油路系统组成。其中中心架辅助机床卡盘用于装夹工件;导向排屑器用于钻头钻入时导向,并提供向外排屑的通道;尾架用于夹持枪钻柄部,支撑钻削扭矩和轴向力。枪钻系统的工作原理是:切削液通过钻杆箱上输油孔进入钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头外部的V型槽排出。该系统主要用于小直径(一般小于30mm)的深孔加工。
金石设计制造的QYZ深孔钻系统是派生于枪钻机床的一种简易深孔加工设备,内冷外排屑,刀具采用枪钻。可方便的配置在普通车床、镗床等设备上,适宜于中小批量零件的深孔加工。
在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难。
在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。
切屑排除困难,采用可靠的手段进行断屑及控制切屑的长短与形状,以利于顺利排除,防止切屑堵塞。
为了保证深孔在加工过程中顺利进行和达到应要求的加工质量,应增加刀具内(或外)排屑装置、刀具引导和支承装置和高压冷却润滑装置。
由于材料强度高、切削速度快,不锈钢小深孔高速钻削加工时发热量大。由于钻头在半封闭的环境下工作,切削热很难散失。如果不能采取有效手段将切削热排出孔外,孔内会因切削热积累产生高的温度;高温下钻头发生退火,强度和耐磨性能迅速下降,切削能力急剧降低;随着温度升高,黏结磨损和扩散磨损成为刀具的主要磨损方式,钻头使用寿命大幅降低。
工程实践中通常采用切削液来解决切削热问题。对于小直径深孔钻削加工,很难从外部将切削液注入切削区, 只能使用带有内冷结构的钻头解决(深孔加工哪家好)。
假设钻削过程中切削热、均匀地传递给切削液,切削区温度与切削液温度一致,则切削热总量
可知,要维持切削区温升不变,切削液的流量La需与切削速度vz成正比。若ΔT 为特定数值时,可以计算得到切削液流量。由于钻头截面形状复杂,将钻头与孔作为整体考虑,由流体力学知识,要达到所需流量La,切削液的供液压力当我们测量钻孔锋利度时,一般都是在静止的状态下进行测量,而加工过程是动态的,同时要受到切削力和振动外力的影响,使得加工出来的尺寸和预调尺寸不一致。此项误差的大小决定于钻孔的质量和动态刚度。