企业名称:无锡斯尔恒精密机械有限公司
电话:0510-85591839
手机:18607573769
13358109233
邮箱:marshalllu@sina.com
传真:0510-85597289
网址:www.sierheng.com
地址:江苏省无锡市胡埭工业园区杜鹃西路23号

企业名称:无锡斯尔恒精密机械有限公司
电话:0510-85591839
手机:18607573769
13358109233
邮箱:marshalllu@sina.com
传真:0510-85597289
网址:www.sierheng.com
地址:江苏省无锡市胡埭工业园区杜鹃西路23号
外排屑:切屑从刀杆外部排出。外排屑又可分两种方式。
前排屑:切屑沿孔中待加工表面向前排出,切削液从钻杆内,或从钻杆外,或从钻杆内、外同时进入。
后排屑:切屑沿刀杆外部向后排出,切削液从钻杆内部进入。
2内排屑:切屑从刀杆内部排出,切削液从钻杆外部进入。
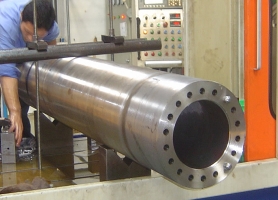
深孔加工是机械加工发展的产物,它是集麻花钻、绞刀等多类刀具加工于一身的新型削切工具,适用范围很广。真正运用到大型管板类群孔加工是随着发电设备制造规模和能力的不断提高,才让人们熟知的。
从深孔加工的方式及选择上,其实有很多种,有外排屑钻(枪钻)、内排屑钻、麻花钻、套料钻等等。枪钻是外排屑钻最典型的代表,而内排屑钻分为单刃内排屑钻,和多刃内排屑钻两种。
深孔加工工艺也是经历很多变化而来的,它在精度、效率,材料上都有着一定的要求,这样,才能保证深孔加工的精度和加工速度。
套料钻有外排屑和内排屑两种(见深孔钻)。外排屑套料钻的主要优点是所需的切削液系统的设备简单,但钻杆直径较小,因而强度和刚度较差,多用于单件小批生产;内排屑套料钻依靠切削液的压力,将切屑从钻杆中冲出,因此需要配备较为复杂的供液系统和解决密封问题,但生产率高,适用于成批生产。套料钻可有一个或多个高速钢或硬质合金刀头,刀体上装有导向块,以防止切削时振动和减小孔的偏斜。导向块用硬质合金、胶木或尼龙等耐磨材料制造。刀体与管状钻杆可用焊接或特殊方牙螺纹联接。为了保证排屑畅通、降低切削负荷,套料钻各个刀头的刀刃被设计成不同的形状,使切屑分得较窄,同时在各个刀齿的前面上磨有断屑台,使切屑碎断。对大直径的盲孔套料时,需要用专门的切断装置,使料芯与本体分离。